پلی اتیلن سنگین تزریقی خصوصیات و انواع آن
گرانول سنگین تزریقی یا همان پلی اتیلن سنگین تزریقی، نوعی از گرانول پلی اتیلن است که در گروه پلیمری پلی اتیلن سنگین قرار میگیرد.
پلیاتیلن چگالی بالا (HDPE) یک پلیمر ترموپلاست است که از مونومر اتیلن تولید میشود.
همانطور که از اسم این محصول مشخص است، برای فرایند قالب گیری تزریقی از آن استفاده میشود. پلی اتیلنها، مدلهای مختلفی دارند که برخی انعطافپذیرند و برخی دیگر سفت هستند.
مشخصات کلی پلی اتیلن سنگین تزریقی:
پلی اتیلن سنگین تزریقی، از سختی بالا، مقاومت شیمیایی، عدم نفوذپذیری و همچنین خواص دی الکتریکی برخوردار است. هرچقدر چگالی این محصول بالاتر باشد، پلاستیک قویتر، سفتتر و در برابر گرما مقاومتر میشود.
این محصول، اگرچه مقاومت ضربهای کمتری نسبت به پلیاتیلن سبک دارد، اما مقاومت آن در برابر مواد شیمیایی همانند مقاومت آن در برابر تنشهای شکننده محیطی خوب است.
به عبارت دیگر میتوان گفت که پلی اتیلن سنگین تزریقی از نظر مقاومت کششی، مقاومت شیمیایی، گرما، سختی سطح و مقاومت در برابر سایش، عملکرد مناسبی دارند.
چه موادی برای قالب گیری تزریقی مناسب هستند؟
یک ماده ممکن است برای یک کاربرد مناسب باشد اما برای فرایند تولید همان محصول مناسب نباشد، فرآیند تولید و مواد باید با هم بخوبی تطابق داشته باشند.
سازندگان- مناسب بودن مواد را هم برای محصول و هم جهت فرآیند در نظر میگیرند. این موضوع در مورد قالب گیری تزریقی پلی اتیلن نیز صدق میکند. تمرکز باید بر روی ویژگیهایی باشد که به قالب گیری تزریقی مربوط میشود.
برای اینکه یک ماده مناسب قالب گیری تزریقی باشد، باید شرایط خاصی را برآورده کند. مثلا یکی از موارد این است که مواد در قالب گیری تزریقی باید در برابر برش زیاد مقاومت کنند.
مقاومت برشی در پلی اتیلن سنگین تزریقی :
برش زیاد در هنگام اختلاط و ذوب پلاستیک در محفظه تزریق اتفاق میافتد، اگر صدای چرخش مارپیچ در محفظه گرم شده را بشنوید. همانطور که پیچ می چرخد، پلاستیک بین پیچ و دیواره های بشکه گرم شده حرکت میکند.
این برش پیاپی همچنین به عنوان ترکیب نامیده میشود و توزیع یکنواخت گرما را تضمین میکند. این موضوع از داغ شدن بیش از حد قطعات پلاستیکی که منجر به ذوب ناهمگون می شود جلوگیری میکند.
ترکیب در هنگام ذوب در صورت استفاده از رنگها و مواد افزودنی به پلاستیک باعث میشود که مواد بهخوبی با هم مخلوط شوند و محصولی یکنواخت تشکیل شود.
فرایند برش همچنین زمانی رخ میدهد که قالب با مذاب پر شود، فرآیند عبور دادن مذاب از طریق اسپرو، رانر و عبور از دروازه به داخل قالب باعث برش مجدد مذاب میگردد.
و همه اینها در فشار و سرعت نسبتا بالا رخ میدهد، این موضوع برای اطمینان از پر شدن قالب و دستیابی به حداکثر دقت طراحی محصول ضروری است.
راه حل مشکل مقاومت برشی در پروسه تزریق پلاستیک:
رفتار کاذب پلاستیک برای قالب گیری تزریقی مناسب ترین است. چنین موادی با افزایش نرخ برش مقاومت کمتری در برابر جریان نشان خواهند داد. بیشتر پلیمرهای مذاب رفتار شبه پلاستیکی از خود نشان میدهند.
این موضوع امکان پردازش بهتر در قالب گیری تزریقی را فراهم می کند. هنگام استفاده از مواد افزودنی مانند رنگدانهها و پرکنندهها، اینها رفتار را تغییر میدهند.
این جریان بیشتر به سمت رفتار دیلاتانت گرایش دارد. به حداقل رساندن غلظت افزودنی ها، از جمله نرم کنندهها میتواند این مشکل را برطرف کند.
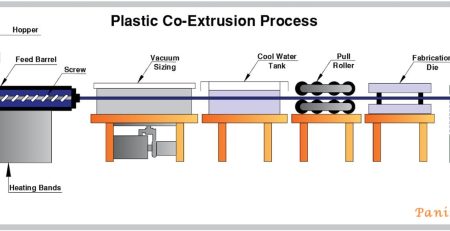
جریان در قالب گیری تزریقی مواد پلاستیک:
جریان یکی دیگر از عوامل بسیار مهم در قالب گیری تزریقی است. هر گونه مشکل جریان میتواند منجر به اختلال در تولید و یا حتی آسیب به تجهیزات شود.
در برخی موارد، این آسیبها و اختلالات منجر به مسائل ایمنی میشود. هنگامی که بالاتر از دمای انتقال شیشهای آنها گرم میشود، ترموپلاستیک جریان مییابد.
ترموپلاستیکها خواص جریانی متفاوتی دارند و روشهای مختلفی برای اندازه گیری این موارد وجود دارد. این شاخصها شامل شاخص جریان مذاب، ویسکوزیته مذاب و سرعت جریان مذاب است، ویسکوزیته مذاب پلیمری به دما مربوط میشود.
اهمیت کنترل دما :
دستگاه قالب گیری تزریقی دارای نشانگر دما در نقاط مختلف است. این موضوع دلایل مختلفی دارد، یک دلیل اطمینان از جریان و دیگری جلوگیری از گرمای بیش از حد است.
همچنین مهم است که پلاستیک برای تشکیل محصول جامد شود. بنابراین پلاستیک مورد استفاده باید به اندازه کافی جریان داشته باشد تا امکان تزریق موثر و پر شدن قالب را فراهم کند.
همچنین برای تشکیل محصول باید به اندازه کافی سریع خنک شود. LDPE در حدود 50 درجه سانتی گراد و HDPE در حدود 80 درجه سانتی گراد نرم میشوند.
پروسه سخت شدن در 20 درجه سانتیگراد زیر این دماها اتفاق میافتد. بنابراین LDPE و HDPE پروفیلهای گرمایش و سرمایش خوبی برای قالب گیری تزریقی دارند.
ترموپلاستیکها از نظر دمایی که در آن ذوب میشوند و همچنین در نحوه ذوب آنها متفاوت هستند. برخلاف سایر مواد مانند فلزات و آب. پلیمرها حالت گازی ندارند.
فراتر از حالت مایع، آنها به جای انتقال به حالت گازی، تخریب میشوند و محصول این تخریب ممکن است خطراتی برای سلامتی ایجاد کنند، کنترل مناسب دما از این امر جلوگیری میکند.
خصوصیات پلی اتیلن سنگین تزریقی :
خواص مذاب پلی اتیلن آنها را برای قالب گیری تزریقی مناسب میکند. پلی اتیلن سنگین تزریقی در دماهای پایین ذوب میشود و در حالت مذاب خود به خوبی جریان مییابد.
پلی اتیلنها همچنین چرخههای حرارتی مکرر را بهتر از سایر پلاستیکها تحمل میکنند. این باعث می شود آنها برای بازیافت مناسب باشند.
همه پلیمرها در اثر گرمایش و سرمایش مکرر تخریب میشوند. این به دلیل تغییر ساختار زنجیرهای و کوتاه شدن طول زنجیرهی پلیمری است.
اخیراً شرکت ESE world گزارش داده است که HDPE می تواند تا 10 چرخه گرمایش را تحمل کند، این پایداری حرارتی به ساختار شیمیایی ساده آن نسبت داده میشود.
HDPE بر خلاف پلیمرهایی با گروههای آویز و ساختارهای پیچیده تر است و به همین دلیل تغییر ساختار کمتری در HDPE هنگام گرم شدن رخ میدهد.
پلی اتیلن یک واحد تکرار شونده خطی از مولکول اتیلن است، این ساختار ساده میتواند توضیح دهد که چرا در مقابل بسیاری از چرخههای گرمایش مقاومت میکند.
بررسی انقباض و انبساط پلی اتیلن سنگین تزریقی در پروسه قالب گیری:
پلی اتیلنها در مقایسه با سایر پلاستیکها انقباض بیشتری دارند، این موضوع هم مزایا و معایب خود را دارد، انقباض باعث سهولت آزاد شدن محصول از حفره قالب میشود. کوچک شدن پس از خنک شدن به معنای ایجاد فاصله بین دیوارههای حفره و محصول نهایی است، به این ترتیب محصول به قالب نمیچسبد و در نتیجه به راحتی خارج میشود واین مطلوب است.
به عنوان یک مشکل، انقباض نیز بر روی محصول مطابق با طراحی مورد نظر تأثیر میگذارد و اگر این موضوع در طراحی قالب در نظر گرفته نشود، محصول نهایی دقت مورد نظر طراح را نخواهد داشت.
سازندگان و طراحان قالب انقباض پلی اتیلن را در طراحی قالب لحاظ میکنند.
الاستومرها:
الاستومرها مانند پلی ایزوپرنها خواص مکانیکی خوبی دارند، این مواد برای ساخت بسیاری از محصولات مناسبند.
در شکل معمولی، الاستومرها ترموست هستند. قالب گیری تزریقی ترموست ها چالش برانگیزتر از ترموپلاستیکهاست. الاستومرهای ترموپلاستیک قابلیت بازیافت HDPE را با خواص مکانیکی الاستومرها ترکیب میکنند.
اینها پلاستیکهایی هستند که برای قالبگیری تزریقی با خواص مکانیکی الاستومرها مناسب هستند. الاستومرهای ترموپلاستیک مبتنی بر HDPE را می توان قالب گیری تزریقی کرد.
در نتیجه، پلی اتیلن ها انتخاب خوبی برای قالب گیری تزریقی هستند، در حالی که LDPE بیشتر برای فیلمها و ورقها مناسب است، HDPE برای محصولات قالب گیری تزریقی مناسب است.
خواص ترمومکانیکی، شیمی و رئولوژی،آنها را برای قالب گیری تزریقی مناسب میکند. پیشرفتهای اخیر پتانسیل HDPE را نشان میدهد که میتواند در بسیاری از چرخههای قالبگیری مقاومت کند.
انواع گریدهای پلی اتیلن سنگین تزریقی تولید شده در پتروشیمی های ایران عبارتند از:
پلی اتیلن سنگین تزریقی گرید 52518 تولید پتروشیمی جم
سنگین تزریقی گرید HDPE 5030 SA تولید پتروشیمی تبریز
پلی اتیلن سنگین تزریقی HDPE HI500 تولید پتروشیمی بندر امام
PE سنگین تزریقی گرید 62N07 تولید پتروشیمی های مهاباد و لرستان









دیدگاهتان را بنویسید