
کاربرد قالب تزریق پلاستیک در ساخت انواع فیلتر هوا
برای ساخت انواع فیلتر نیازمند گروهی از مواد اولیه هستیم .. کاغذ فیلتر چین خورده سلولزی مرغوب، چسب و حلال مخصوص آن که معمولا دی متیل فرمامید است ، توری آلومینیومی و فوم پلی اورتان که چسبنده و انعطاف پذیر است و جزء جدایی ناپذیر این فیلترها محسوب میشود و وظیفه جدا کردن فضای موتور را از هوای آلوده به گرد و غبار بیرون به عهده دارد.
برای هر نوع فیلتر نیازمند ساخت قالب مخصوص آن خواهیم بود و اگر بخواهیم دقیقتر بگوییم تنها تفاوت بیشتر فیلترهای هوا در شکل آنهاست و مواد اولیه ساخت آنها معمولا یکسان هستند .. برای ساخت فیلتر مخصوص هر دستگاه .. اعم از اتوموبیل، دستگاههای تهویه مطبوع ، دستگاههای پزشکی که نیاز به هوای تمیز دارند .. و یا بالعکس باید هوای آلوده شده را قبلا از خروج از دستگاه دوباره تمیز کنند و ذرات آلوده را جذب فیلتر کنند ، باید قالبی بر اساس اندازههای مورد نیاز آن فیلتر تهیه کنیم .
قالبهای تزريق پلاستیک نوعی از قالب میباشد که محصول خروجی از داخل قالب جنسی از خانواده پلاستیک دارد و برای ساخت قطعات پلاستیکی مانند قطعات خودرو، اسباب بازی ، نوشت افزار و هر نوع مواد پلاستیک ساخته میشوند..، برای ساخت انواع فیلتر فوم پلی اورتان که نوعی پلیمر محسوب میگردد و از مخلوط شدن مواد پلی اول و ایزوسیانات تشکیل میشوند به داخل این قالبها تزریق میگردند و شکل نهایی فیلتر هوا را بوجود میآورند.
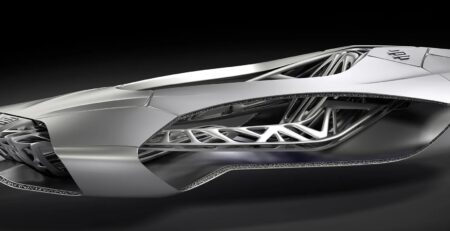
کاربرد قالب تزریق پلاستیک در ساخت فیلتر هوا
این نوع از قالبها از پر کابردترین قالبهای موجود در دنیا است که به دلیل نوع استفاده محصول بعضاً میبایست از زیبایی و کیفیت سطح بالایی برخوردار باشد.
اجزای تشکیلدهنده قالب پلاستیک عبارتند از: کفشک، پل، کور و کویتی، پران، صفحهپران اسپرو، هات رانرو غیره…
دستگاههایی که برای تولید قطعات پلاستیکی از قالب تزریق پلاستیک استفاده میشود به نام ماشینهای تزریق پلاستیک معروف میباشند که انواع مختلفی مثل ۵۰گرم، ۱۰۰گرم، ۱ کیلوگرم و بالاتر را در بر میگیرند.
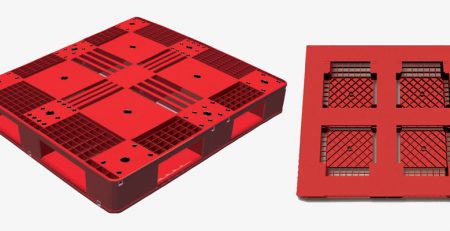
عموماً قالبهای تزريق پلاستیک برای تولید انبوه از یک قطعه پلیمری (پلاستیکی) (برای ساخت فیلتر هوا از فوم پلی اورتان ) استفاده میشود، هر قطعه پلاستیکی که در اطراف ما وجود دارد مطمئناً از یک قالب بهوجود آمده است.
این قالبها یکی از پرکاربردترین قالبها هستند و محصول خروجی از این قالبها در زندگی ما به وفور یافت میشود جهت ساخت فیلتر هوا نیز این قالبها جزئی جدایی ناپذیر و شاید مهمترین جزء از پروسه ساخت فیلتر محسوب میگردد.
ساختمان قالبهای تزريق پلاستیک
قالبهای پلاستيک از نظر كلی به دو نوع تقسيم میشوند:
۱- قالبهای باراهگاه سرد
۲- قالبهای باراهگاه گرم
و نيز از نظر ساختمانی بر دو نوع میباشند:
۱- قالبهای دو صفحهای
۲- قالبهای سه صفحهای كه تعداد صفحات قالب و خط جدايش آنها بر اساس عواملی مانند تعداد حفرههای قالب، شكل قطعه پلاستيكی (پلیپروپیلن PP440L)، نوع ماشين تزريق، نوع مواد مصرفی و سيستم خروجی هوا و … تعيين میشوند.
اصولاً در هر قالب تزريقی دو بخش اصلی وجود دارد:
۱– بخش ثابت قالب (نيمه ثابت) كه در اين نيمه مواد گرم تزريقی پلاستيک تزريق میشوند.
۲- بخش متحرک (نيمه محرک) كه در قسمت متحرک ماشين تزريق بسته میشوند و سيستم و مكانيزم بيروناندازی قطعات اكثراً در آن قرار دارد. تعيين تعداد حفرهها و محفظههای قالب از نكات مهم طراحی قالبهای تزريقی میباشد.
قالبهای تزريق پلاستیک جهت ساخت فیلتر هوا در اين زمينه بر ۲ نوع هستند:
۱- قالبهای تک حفرهای
در مواردی از قالبهای تکحفرهای استفاده میشوند كه مقدار توليد قطعه پلاستيكی (پلیپروپیلن PP510L) محدود میباشند. بنابراين طراحی و ساخت قالبهای تکحفرهای از نظر زمان ساخت و مسائل اقتصادی ارزانتر تمام خواهد شد.
۲- قالبهای چند حفرهای
اگر تعداد فرآوردههای توليدی زياد باشد، بالاخص در مواردی كه قطعه هم كوچک باشد از روش طراحی و ساخت قالبهای چند حفرهای استفاده میشود.
جنس قالب تزریق برای ساخت فیلتر هوا
پس از اين كه قالب بهصورت تئوری يعنی با استفاده از فرمول و نقشه آماده شد، نوبت به ساخت عمقی قالب میرسد اما قبل از ساخت مراحل ديگری نيز وجود دارد كه عبارتند از انتخاب مواد و جنس قالب كه برحسب نوع قطعه تعيين میشود.
انتخاب فلز برای كاربرد خالص به ويژگیهای خود قطعه مورد نظر، هزينه ساخت آن و دسترسپذيری فلز بستگي داد. ضابطههای فنی قطعات با هم فرق میكند ممكن است در مورد قطعهای داشتن استحكام و در مورد قطعهای ديگر، جلوه ظاهری شرط اول باشد.
فولادی كه برای قالبهای پلاستيک استفاده میشود میبايست دارای قالبيت پوشش بالا باشد، لذا وجود كرم با درصد بالا در آن فولاد لازم میباشد دليل انتخاب اين نوع فولاد اين قالبها، صافی سطح بالا برای قطعه پلاستيک و جدايش آسان قطعه از سطح قالب است.
برای مثال ميزان كيفيت مورد نظر بيانگر تعداد حفرهها در قالبهای پلاستيک میباشد، بهطوریكه قالبی با يک حفره در خيلی از موارد حتی جوابگوی برق و استحكاک و نيروی انسانی دستگاه تزريق نيز نمیباشد در صورتیكه همان قالب فیلتر هوا با تعداد حفرههای بيشتر میتواند مطلب فوق را كاملاً تغيير دهد.
ساخت قالب تزریق فیلتر هوا
اما آخرين مرحله براي توليد يک قالب ساخت قالب میباشد.
ساخت قالب با تعيين زمان كاری، نوع ماشين ابزار مورد نياز و نيروی متخصص انجام میگيرد.
میبايد كليه اجزاء قالب از نظر زمان كاری مورد بررسی قرار گيرد تا زمان مشخص ساخت قالب بهطور تقريب تعيين گردد.
در مرحله بعد تعيين انواع ابزار مورد نياز جهت ماشين كاری مناسب قطعات قالب محيا گردد.
ماشين ابزارهای مورد نياز جهت ساخت قالبها بهطور معمول عبارتند از:
ماشين تراش، ماشين فرز، دريل، اسپارک، وایرکات و ماشینهای فرز و تراش سیانسی
ساختن تکتک اجزاء قالب در واحد ماشينكاری صورت میگیرد.
در واحد مونتاژ پس از كنترل ابعادی قطعات و دقت در تلرانسهای مورد درخواست کار مونتاژ قالب شروع میشود.
پس از مونتاژ و آمادهسازی نهايی، قالب آماده تست قالب و نمونهگيری است.






دیدگاهتان را بنویسید