
مزایا و معایب قالب گیری بادی (دمشی ) Blow molding
قالبگیری بادی به انگلیسی Blow molding :یک فرایند تولید است که در تولید قطعات پلاستیکی توخالی مانند بطریهای پلاستیکی به کار میرود، در این مقاله به مزایا و معایب قالب گیری بادی (دمشی ) Blow molding میپردازیم.
ایده این روش در اصل از ایده دمیدن در شیشه مذاب آمده است. قالبگیری بادی مواد پلاستیکی در اواخر سالهای ۱۸۸۰ شروع شد و بین سالهای ۱۹۳۰ تا ۱۹۴۰ کمپانی Hartford Empire قطعاتی همچون تزئینات درخت کریسمس را تولید کردند.
تا اواخر ۱۹۴۰ تیراژهای تولید محدود بودند و به همین خاطر این روش گسترش چندانی پیدا نکرد، هنگامی که تیراژهای تولید افزایش یافتند این روش گسترش یافت. مکانیزمهای مورد نیاز برای ایجاد قطعات تو داخلی در گذشته ساخته شده بودند و پس از اختراع پلاستیک، شیشه که بسیار شکننده است در بعضی کاربردها با پلاستیک جایگزین شد.
اولین بار تولید انبوه بطریهای پلاستیکی در سال ۱۹۳۹ در آمریکا انجام شد، به فاصله کمی آلمان شروع به استفاده از این فرایند کرد و اکنون از پیشتازان این فرایند میباشد.
قالب گیری بادی (دمشی ) Blow molding:
فرآیند قالب گیری بادی (دمشی) با ذوب شدن ماده پلیمری و تبدیل آن به روده یا Parison (ماده خام مذاب که به شکل لوله تو خالی درآمده است) آغاز میشود. روش کار بدین صورت است که روده بهصورت عمودی در جهت پایین حرکت کرده تا مابین دو نیمه قالب باز قرار گیرد، در این بخش روده را توسط گاز پر کرده و تا رسیدن به نقطه مطلوب اکسترود میکنند.
پس از اکسترود، قالب حول روده بسته شده تا کاملاً آن را بپوشاند. حال، روده توسط هوای فشرده وارد شده از قسمت پین، متورم میشود تا جایی که روده به سمت دیواره های قالب بچسبد، سپس جریان هوا را متوقف کرده و برای جلوگیری از تغییر شکل محصول، هوا را از آن تخلیه میکنند و در انتها محصول را پس از سرد کردن از قالب بیرون میآورند.
انواع فرآیند قالب گیری بادی (دمشی)
در حالت کلی فرآیند قالب گیری بادی به سه شکل مختلف تقسیم بندی میشود:
- قالب گیری بادی اکستروژن (Extrusion Blow Molding)
- قالب گیری بادی تزریقی (Injection Blow Molding)
- قالب گیری بادی کششی (stretch Blow Molding)
- قالب گیری بادی اکستروژن (Extrusion Blow Molding)
این فرآیند ساده ترین و رایج ترین فرآیند قالبگیری بادی(دمشی) است که به دو صورت متناوب و پیوسته انجام میگیرد. ظروفی که با این تکنیک تولید میئشوند خصوصیاتی نظیر مانع بودن در برابر نفوذ بو، رطوبت و اکسیژن را دارند. یکی از قابلیت های این روش، توانایی اکسترود کردن هم زمان چند نوع ماده برای ساخت محصولات چند لایه است.
-
فرآیند بادی اکستروژن پیوسته
در روش بادی اکستروژن پیوسته، دستگاه اکسترودر، پلاستیک مذاب را به طور مستمر اکسترود کرده و روده را تشکیل می دهد سپس دو نیمۀ قالب دور روده بسته شده و در مرحلۀ بعد هوای فشرده به وسیله یک پین وارد آن شده که باعث میشود متورم شده و به شکل قالب درآید.
در نهایت پس از سرد شدن قالب، آن را باز کرده و قطعه را خارج میکنند. البته نکته ی مهم در این جا این است که قبل از خارج شدن قطعه از قالب، بخش های اضافه آن حذف یا به اصطلاح پلیسه گیری می شود و در آخردر این روش محصولات توسط یک چاقوی مناسب جداگانه قطع میشوند.
2-1) فرآیند بادی اکستروژن متناوب
فرآیند قالب گیری بادی تزریقی (Injection Blow Molding)
فرآیند قالب گیری بادی کششی (Stretch Blow Molding)
این روش رایج ترین فرآیند برای تولید طیف وسیعی از محصولات پلاستیکی از جمله انواع بطریهاست و از طرفی بسیار شبیه به روش قالب گیری بادی تزریقی است. دریک تعریف کلی در این فرآیند ابتدا پیش فرم (Preform) را حرارت داده و سپس به طور همزمان آن را مورد دمش و کشش قرار میدهند تا محصول نهایی حاصل شود.در این فرآیند پیشفرم همیشه با میله مرکزی کشیده میشود.
در روش متناوب دو فرآیند وجود دارد:
الف) قالب این بخش شبیه به قالب تزریقی است که درآن پیچ میچرخد و میایستد و در انتها مواد مذاب را به بیرون هدایت میکند. در این روش وزن روده باعث حرکت عمودی خود روده شده و کالیبراسیون ضخامت دیواره را دشوار میکند.
ب) با استفاده از روش انباشت، دستگاه انباشت پلاستیک ذوب شده را جمع کرده و هنگامی که این مواد به میزان کافی انباشته شد، یک میله پلاستیکی مذاب را داخل این مواد فشار داده و روده (Parison) را میسازد.
در این حالت پیچ ممکن است مداوم یا متناوب بچرخد. دستگاه انباشت یا روش پیچهای برگشتی از سیستمهای هیدرولیکی استفاده میکنند تا سریعاً روده را بیرون رانده و وزن حاصله را کاهش دهند.
مکانیزم قالب گیری بادی Blow molding
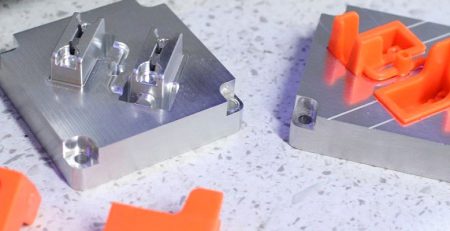
این فرآیند از دو بخش قالب گیری تزریقی و قالب گیری بادی (دمشی) تشکیل شده است. مکانیزم این روش به سه مرحله تزریق، دمیدن و خروج تقسیم میشود.
در ابتدا ماده پلیمر در بخش قالب گیری تزریقی وارد شده تا پیش فرم (Preform) به روش مرسوم قالبگیری تزریقی ساخته شود (پیش فرم یک قطعه پلاستیکی لوله شکل است که سوراخی در انتهای آن وجود دارد و هوای فشرده دمیده از طریق آن عبور میکند). سپس محصول بخش اول وارد قالب دوم شده تا درآن هوای فشرده دمیده شود و در آخر پس از سرد شدن از قالب خارج میشود.
برای خارج کردن محصول نهایی از قالب معمولاً از 3 پین بران در بخش خروجی استفاده میشود. این روش کمتر از سایر روش های قالب گیری بادی استفاده میشود.
مزایای قالب گیری بادی:
یکی از مهم ترین مزایای قالب گیری بادی کششی، توانایی کشش پیش فرم در هر دو جهت مقطعی و محوری است. کشش همزمان ماده از دو جهت، باعث افزایش استحکام کششی، خواص مکانیکی، ضربه قطره ای، وضوح در محصول میشود. با افزایش این خواص، معمولا میتوان بین ۱۰ تا ۱۵ درصد از وزن کلی قطعه تولید شده با این روش نسبت به روشهای مشابه کاست.
معایب تولید به روش Blow molding :
گاهی اوقات لازم است، از عملیات تکمیلی پر هزینه در تولید قطعات استفاده شود. هزینه تامین ماشین آلات اصلی و جانبی بالا است. ضایعات پلاستیکی در این روش بالاست. تنوع شکل محصولات و فرم لوله اکسترود شده محدود است.
پلیمرهای مناسب برای تولید قطعات پلاستیکی به روش بادی:
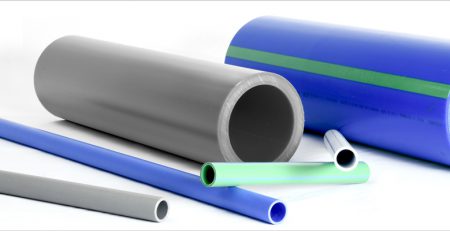
پلی اتیلنهای سنگین وزن: پلی اتیلنهای سنگین به عنوان اولین پلاستیکهای کاربردی در جهان شناخته میشوند و همچنین تعداد زیادی از محصولات پلاستیکی با روش بادی از این مواد ساخته میشوند. ، پلی اتیلنهای سنگین در ساخت انواعی از محصولات نقش دارند همانند پوشش مایعات همانند شامپو و روغن موتور، کولر، مخزن سوخت وسایر موارد.
این ماده حالت شفاف داشته و به راحتی رنگ را میپذیرد .متدوال ترین گریدهای پلی اتیلن برای تولید به روش بادی گریدهای پلی اتیلن سنگین 0035 و پلی اتیلن سنگین BL3 میباشد .
جهت مشاوره و تهیهی مواد اولیه پلی اتیلن بادی در ساعات اداری با کارشناسان ما در پانیذا پلیمر تماس حاصل فرمایید.







دیدگاهتان را بنویسید