
مواد پليمری و گسترش روزافزون كاربرد این مواد در زندگی روزمره
امروزه شاهد گسترش روزافزون كاربرد مواد پليمری در زندگی خود هستيم. بسياری از اجزاء و مصنوعات مورد استفاده بشر در ساختمانها، لوازم خانگی، وسایل حمل و نقل، لوازم بهداشتی، پوشاک و ملزومات مصرفی انسان از مواد پليمری گوناگون سـاخته میشوند.
انسانهای اولیه با استفاده از پلیمرهای طبیعی ابزار زندگی و لوازم میساختند. اما انسان امروزی توانست با تغییر شکل مواد اولیه موفق به ساخت پلیمرها شود. با پيشرفت تكنولوژی روشهای تولید و فرایند مواد پلیمری، باب جديدی به وجود آمد كه میتوان از پلیمرها به جای سنگ، شیشه، چوب، فلز و یا بهصورت ترکیبی با آنها استفاده نمود و مزايايي چون سبکتر بودن، بهداشتی بودن، سهولت كاربرد و استفاده را ایجاد نمود.
در جادهها و معابر از قطعات ترافیکی تولید شده از مواد پلیمری استفاده میكنند كه بسيار سبکتر از فلزات بوده و آسیبی به خودرو و سرنشینان وارد نمیکنند. در ضمن در برابر شرايط محيطی پايدارتر هستند و به طراحان سیستمهای ترافیکی اين امكان را میدهد كه علائم و موانع ترافیکی را با طرحهای پيچيدهتر و جديدتری به وجود آورند.
ويژگیهای قطعات تزریقی پلاستیک
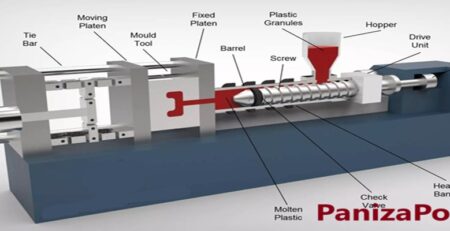
قطعات تزریقی پلاستیک گرمانرم با روش تزریق پلیمر به قالب پلاستیک با استفاده از ماشین خاص (Injection moulding machine) بهصورت قطعات قالبگیری شده در قالبهای فلزی ساخته میشوند.
از خواص مهم این فرایند، تولید قطعات با استحکام بالا، تولید قطعات بهداشتی بدون دخالت نیروی انسانی و تولید قطعاتی با خاصیت آنتیاستاتیک یا بدون بار کردن لایههای خارجی پلیمرها است که باعث عدم جذب گرد و غبار بر روی قطعات پلاستیکی میشود. از دیگر ویژگیهای قطعات تزریقی پلاستیک میتوان به موارد ذیل اشاره نمود:
وزن مناسب با ابعاد قطعات، مسطح بودن، عایق گرما، عایق صدا، دوام رنگ، سازگاری با شرایط آب و هوایی مختلف، ضد حریق و انعطافپذیری.
به علت دارا بودن مزایای ذکر شده، فرایند استاندارد نمودن محصولات گام مؤثری در تعریف صحیح ویژگیها میباشد.
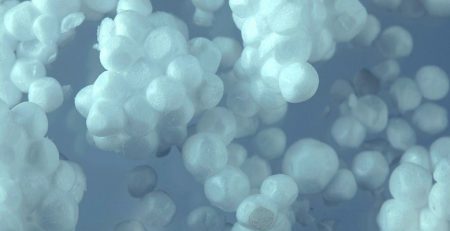
در اکثر مواقع از پلیمر PP ،PE ،ABS و پلیمرهای خاص با تکنولوژی منحصر بفرد به عنوان مواد پلیمری پایه و از رنگدانههای خاص برای تولید قطعات استفاده میشود که علاوه بر ایجاد خاصیت مکانیکی ویژه، درخشندگی، دافع جذب گرد و غبار بودن و همچنین خواص مقاوم در برابر شرایط آب و هوایی را مهیا میکند.
آشنایی با ساختار پلیمرها و مواد پلیمری
از آنجایی که در تولید قطعات عمدتاً از ترموپلاستیکها استفاده میشود، لازم است که در خصوص ساختار پلیمرها مطالبی ارائه شود:
بسپار (پليمر) مولكول بسيار بزرگی است كه از به هم پيوستن تعداد زيادی مولكولهای كوچک كه تكپار (مونومر) ناميده میشوند، پديد میآيد. به عبارتی ديگر بسپار زنجير بلندی است كه از تكرار واحدهای شيميايی كوچک و ساده ساخته شده است. به هر يک از اين واحدهای تكراری پار (mer) گفته میشود.
از به هم چسبيدن، نزديک شدن و اتصال شيميايی مونومرها، بسپارها (Polymers) ساخته ميشوند. فرايند توليد بسپار از تكپار را بسپارش يا پليمريزاسيون میگويند.
يك درشت مولكول بسپاری میتواند بهصورت خطی، شاخهای و يا شبكهای وجود داشته باشد. در يک بسپار خطی گروههای تكرارشونده پشت سر يكديگر قرار میگيرند. شكل فضايی اين مولكولها معمولاً بهصورت يک كلاف نخ است و تودهای از اين مولكولها كلاف در هم گرهخوردهای را تشكيل میدهند. اين امكان هست كه روي يک زنجير بسپار، زنجيرهای كوچک ديگری رشد كنند كه به آنها شاخه میگويند و به اين نوع بسپارها، بسپارهای شاخهای گفته ميشود. شاخههای متصل به بدنه زنجير میتوانند كوتاه يا بلند باشند.
به هنگام فرآوری و شكلدهی بسپارها اين امكان است كه با تغيير شرايط فرايند، ميزان بلورينگی را در محصول نهايی تغيير داد. چون نظميابی زنجيرها در كنار هم يا بلورين شدن بسپار وابسته به شرايط دمايی و زمانی است. به عنوان مثال، اگر قطعه قالبگيری شده به آرامی سرد شود، بلوریتر از حالتی خواهد شد كه ناگهان سرد شود.
براي مثال با افزايش بلورينگی در يک قطعه:
دمای ذوب، مقاومت شيميايی و صلبيت افزايش میيابد و ضربهپذيری، شفافيت، مقاومت در برابر ترکخوردگی تنشی و تراوايی قطعه (در برابر گازها) كاهش میيابد.
رفتار گرمايی بسپارها
در حالت كلی بسپارها را به دو گروه گرمانرم و گرماسخت تقسيم نمودهاند. گرمانرمها در بيانی ساده، بسپارهايی هستند كه در اثر گرما، نرم شده و در بالاتر از يک دمای خاص جريان میيابند. به عبارت ديگر در اين مواد امكان لغزش زنجيرهای بسپاری روی هم در اثر گرم شدن وجود دارد. پس از سرد شدن، اين مواد سفت و صلب شده و زنجيرهای آن از حركت باز میايستند. گرمانرمها را میتوان بارها گرم كرد و شكل داد. منتها اين نكته را در نظر داشته باشيم كه با هر دفعه گرمادهی و ذوب از وزن مولكولی كاسته شده و اصطلاحاً تخريب حرارتی بسپار صورت میپذيرد. نزديک به هشتاد درصد بسپارها جزء گرمانرمها هستند. ساختار مولكولی گرمانرمها بهصورت خطی يا شاخهای میباشد.
گرماسختها پلاستيكهايی هستند كه در اثر گرما يا عوامل ديگری نظير تابش اشعه و رطوبت پخت شده و تبديل به محصولاتي غير قابل ذوب و غير قابل انحلال میشوند.
با توجه به مقدمه فوق، از عمومیترین بسپارهای گرمانرم صنعتی پلیاتيلن، پلیپروپیلن و آکریلونیتریل بوتادین استایرن میباشند كه در صنعت توليد قطعات پلیمری به وفور مورد استفاده واقع میشوند.
به عنوان مثال، پلیاتيلن بسپاری است كه سادهترين ساختار پايه را در مقايسه با ديگر بسپارها دارد و بيشترين توليد مواد پلاستيكی را به خود اختصاص داده است. انواع آن عبارتند از:
- پلیاتيلن كم چگال LDPE
- پلیاتيلن پرچگال HDPE
- پلیاتيلن كم چگال خطی LLDPE
از ديگر انواع پلیاتيلن میتوان به محصولات ميان چگال (MDPE) و بسيار كم چگال (VLDPE) يا (VLDPEU)، پلیاتيلن با وزن مولكولی بسيار زياد (UHMWPE) و پلیاتيلن شبكهای (PEX or XLPE) اشاره نمود.
چگالی يكی از ويژگيهايی است كه برای معرفی پلیاتيلن از آن استفاده ميشود. ارتباط بين چگالی و ويژگيهای مكانيكی پلیاتيلن به طبيعت نيمه بلورين آن مربوط ميشود. بسته به ميزان بلورينگی پلیاتيلن، چگالی آن از 0.90 تا 0.965 گرم بر سانتیمتر مکعب متغير خواهد بود.
دماي كج شكلی (HDT) پلیاتيلن، دمايی است كه در آن تغيير شكل يک قطعه تحت بار، در زمان كوتاه آغاز ميشود. از اين دما میتوان به عنوان معياری برای حداكثر دمای كار قطعه استفاده كرد. در يک تعريف ساده، دمای كجشكلی دمايی است كه در آن مكعبی با گوشههای تيز از جنس پلیاتيلن، تيزی گوشههای خود را از دست میدهد و لبههای آن گرد میشود.
با توجه به توضيحاتی كه در مقدمه و بعد از آن از نظر گذشت، پليمرها با فرايندهای خاصی فرآوری شده و به محصولات خاص تبديل میشوند.
هدف و دامنه كاربرد استاندارد
هدف از تدوين اين استاندارد، تعيين ويژگيها و روش آزمون قطعات پلاستیک كه با روش تزریق پلاستیک ساخته میشوند، میباشد.
کیفیت قطعات از نظر ابعادی و خواص فيزيكی مورد انتظار، بسته به شرايط كاربرد و نوع سفارش قطعه مورد استفاده دارد.
به عنوان مثال وافلهای مورد استفاده در سقف باید مطابق آئیننامههای مهندسی سازه، قطعات ترافیکی مطابق آئیننامههای سازمان ترافیک و قطعات بهداشتی مطابق موازین سازمان نظارت بر مواد غذایی و آشامیدنی طراحی و تولید شوند.
مراجع الزامی
استاندارد ملي ايران به شماره 6980، پلاستيكها، تعيين شاخص جريان جرمی مذاب (تعيين شاخص جريان مذاب – MFI or MFR).
مراجع استاندارد زیر جهت عملیاتی نمودن این استاندارد مورد استفاده میباشند.
- استاندارد ملی ایران شماره 2- 6845 سال 1390، پلاستیکها تعیین دمای تغییر شکل تحت بار
خمشی قسمت – 2 پلاستیکها - استاندارد ملی ایران شماره 2117 سال 1387، پلاستیکها شرایط محیطی استاندارد برای رسیدن به شرایط تثبیت و آزمون
- استاندارد ملی ایران شماره 3 – 6216 سال 1390، پلاستیکها تعیین خواص کششی قسمت 3
شرایط آزمون برای فیلمها و ورقها
- استاندارد ملی ایران شماره 6982 سال 1388، پلاستیکها مواد گرمانرم تعیین دمای نرمی ویکات – (VST) رو، آزمون
- استاندارد ملی ایران: شماره 10919 سال 1387، پلاستیکها تعیین مقاومت کششی ضربهای
- استاندارد ملی ایران شماره 17650 سال 1392، لاستیکها فیلم و ورق اندازهگیری تغییر ابعادی در اثر گرمایش
فرایند تولید مواد پلیمری
روند خط تولید بهگونه پیوسته بوده و با استفاده از روش آمیزهکاری مواد پليمری را به همراه نرمکننده، پرکننده، پایدارکننده، روانکار و مواد افزودنی دیگر وارد دستگاه تزریق پلاستیک نموده و عملیات ذوب آغاز میگردد.
این کار معمولاً با ابزار آمیزش پر سرعت انجام میپذیرد و آمیزه بهدست آمده ممکن است بهطور مستقیم از طریق قیف به دستگاه تزریق خورانده شود یا برای آسانتر شدن کار با آن به شکل دانهای (گرانول) در آید.
در حین عملیات خوراکدهی اولیه، آمیزش و گرانولسازی، دور از انتظار نمیباشد که ناخالصیها وارد آمیزه شوند، خواه در اثر خلوص کمتر از انتظار مواد سازنده یا از محیط یا ترکیب درصدهای مختلفی که در مواد افزودنی بهکار رفتهاند. وجود ناخالصیها میتواند منجر به دشواریهایی در ادامه فرآوری گردد که منجر به خارج شدن فرآورده کم کیفیت از انتهای سیلندر تزریق میگردد. این موضوع با مصرف توان بیشتر و کمتر از حد مورد نظر در فرایند یا با ناخالصیهای آشکار و عیوبی در فرآورده نهایی همچون عیب چشمماهی (fish eyes) یا تغییر رنگ یا پارگی و عدم ذوب مناسب مواد پليمری نمایانگر میشود.
در خط تولید با کنترل کیفیت مستمر و استفاده از ظرفیتهای مواد اولیه و با بهرهگیری از روشهای شناسایی غیر مخرب حدالامکان از بروز عیوب جلوگیری نمودهایم.
با پایش خوراک دستگاه، در حال حاضر این امکان وجود دارد که کیفیت جریانهای مواد گرانولی یا خام با توجه به رفتار حرارتی آنها توسط حسگرهای نصب شده بر روی دستگاه قابل ارزیابی باشند. این حسگرها به مهندس تولید امکان تشخیص اختلافها در کیفیت خوراک از نظر اندازه، شکل، رنگ و وجود اجسام خارجی را میدهد.
همچنین این امکان وجود دارد که با توجه به رنگ مواد مذاب در حال خروج از دهانه تزریق، از کیفیت نسبی ذوب شدن مواد مطلع گردید. این خصوصیت که نشانهای از تخریب مواد را در تغییر رنگها به همراه دارد، توسط اشخاص مستقر در ایستگاه کنترل کیفیت دستگاه ارزیابی میگردد.
ذوب نامناسب و عدم وجود سرعت یکنواخت در قسمت تزریق موجب برهم کنش مواد پليمری و افزودنیها شده و عواملی مانند سرعت تبدیل مواد، زمان اقامت در سیلندر، دمای مذاب و بلورینگی اثرگذاری بیشتری از خود نشان میدهند.
این روشها بهصورت استانداردهای کارخانهای در خط تولید مد نظر میباشند. تعیین مقدار رطوبت و درجه بلورینگی مواد پليمری نیز میتوانند به دستورالعمل فوق اضافه گردند.
اثرات این روشها شامل بهبود در کیفیت محصول (با کنار گذاشتن فرآورده غیر استاندارد)، صرفهجویی در نیروی کار، دقت، گونهبندی بهتر و سازگار، رضایت بیشتر مشتری و برگشت سریع سرمایه است.
فرآیند تزریق و ارزیابی کیفیت خوراک بخش مهمی از فرآیندهای تبدیل آمیزه خشک گرانولی مذاب است. فرایند در امتداد طول سیلندر دستگاه در درون سیلندر رخ میدهد. فرآورده بهدست آمده از طریق یک دای خارج شده و به قالب منتقل میشود.
هنگامیکه از ترکیبات افزودنی استفاده میشود معمولاً یک پیش اختلاط قبل از ورود مواد به سیلندر برای یکنواختی انجام میپذیرد.
در این قسمت متغیرهای فرآیندی که مستقل از کیفیت خوراک هستند ممکن است بر کیفیت فرآورده نهایی اثرگذار باشند. این متغیرها عبارتند از فشار مارپیچ، دمای سیلندر و سرعت چرخش مارپیچ.
همچنین انتخاب نادرست هندسه دستگاه همواره بر کیفیت فرآورده نهایی اثرگذار بوده و باعث هدر رفتن انرژی میگردد. بسیاری از تنظیمات دستگاه میتوانند در راستای تغییرات مشاهده شده در کیفیت خوراک که در ابتدای خط آشکار شده دستکاری شوند.
مهندسین مجرب، نیروی کارآزموده، دستگاههای کنترل دما و فشار هوشمند، تکنولوژی مدرن دستگاه تزریق و منطبق بر استانداردها، افراد و ابزارهای قدرتمندی برای حفظ و استمرار کیفیت قطعات تزریقی پلاستیک میباشند که با اتصال سیستمهای نرمافزاری پیشرفته به دستگاههای خط تولید، شاهد بهینهسازی روشهای موجود هستیم.
به عنوان استاندارد کارخانهای در این مقوله به روشهای دیگری شامل روشهای کاهش هزینه نیروی کار، کاهش ضایعات، برنامه نگهداری دستگاهها و زمانبندی مناسب کارکرد دستگاهها، افزایش کیفی و کمی دادههای واحد کنترل کیفیت توجه گردیده است که به علت حجم مطالب به آنها پرداخته نشده است.
کنترل کیفیت عملیاتی نظیر فرایند ذوب، اطمینان از عدم تخریب حرارتی و مکانیکی و وجود پارگی رشته پلیمری، عدم وجود حفره، تاخوردگیها و ناهمگونیهایی همچون چشم ماهی، سوختگیها و نقاط تیره نیز در حین عملیات ذوب پلیمر تا پایان مرحله سردسازی و خروج قطعه بر روی مواد اولیه و محصولات انجام میپذیرند که هر یک دستورالعمل خاص خود را دارا میباشند.
هریک از این رویدادها ثبت گشته و در صورت وجود اشکال در سیستم تولید و فرایند، نوع و موقعیت نقص ذخیره و ثبت شده و میتواند برای مشاهده الگوهای ایجاد شده در عرض قطعات فراخوانده شوند.
با توجه به ماهیت تولید قطعات تزریقی پلاستیک که آمیزهای از مواد پليمری و افزودنیهایی نظیر رنگدانه میباشند، اقداماتی با همکاری دانشگاهها و مؤسسات مورد تأیید در ارتباط با با پلیمرها و مواد پلیمری بر روی مواد اولیه انجام میشوند که برخی از آنها عبارتند از:
- شناسايي و تجزيه و تحليل ساختاری تركيب پليمری
- بررسی مطابقت مواد پليمری با استانداردها و گواهی مطابقت ارائه شده از سوی تولیدکنندگان
- مهندسی معكوس محصولات پليمری و ارايه فرمولاسيون آميزههای پليمری
- بهينهسازی شرايط فراورش مواد مختلف پليمری
- ارزيابی خواص مكانيكی مواد پليمری شامل مقاومت كششی، مقاومت فشاری، مقاومت خمشی، مقاومت نسبت به ضربه، مقاومت سايشی و مقاومت پارگی.
- ارزيابی خواص حرارتی مواد پليمری مانند نقطه ذوب، نقطه نرمی، پيری حرارتی، اشتعالپذيری.
- تعيين خواص رئولوژيكی مانند MFR، ويسكوزيته، تورم در دای قالب.
- تعيين خواص فيزيكی و الكتريكی شامل دانسيته، جذب آب، براقيت و كدورت، شكنندگی، سختی، درصد خاكستر، درصد ژل، توزيع جرم مولكولی و مقاومت الكتريكی سطحی و حجمی.
دستاوردهای این اقدامات عبارتند از:
- مطالعه و بررسی فرآيندهای توليد قطعات از پليمرها و آمیزههای آنها.
- بررسی امكان استفاده از روشهای غير مخرب به جای آزمونهای مخرب.
کنترل كيفيت پليمرها به عنوان مواد اولیه بر اساس استانداردهای مرتبط با مواد اولیه، یکی از مهمترین ارکان تولید میباشد که این شرکت با همکاری مشاوران و کارشناسان متخصص و اخذ خدمات فنی مهندسی و آزمایشگاهی در بدو تولید از مراکز علمی نظیر بخش مهندسی مواد دانشکده مهندسی دانشگاه شیراز، پژوهشگاه پلیمر و پتروشیمی ایران، شرکت خاتم پلیمر و دیگر مراکز معتبر علمی داخلی و خارجی، در حال حاضر از بهترین مواد اولیه در خطوط تولید استفاده مینماید.
ويژگیها
ویژگیهای مواد اوليه (مواد پلیمری)
مواد اوليه مطابق اين استاندارد، شامل پليمرهای معمولی و پلیمرهای مهندسی نظیر پلیاتيلن سنگين و سبک، پلیپروپیلن در انواع گریدهای تزریقی و ABS و آمیزههایی از لاستیک – پلاستیک بوده و مقادير مشخص از مواد افزودنی به همراه دارند. در صورت استفاده از رنگدانه به همراه مواد پايه بیرنگ، از رنگهای مجاز كه در استاندارد به آنها اشاره شده است، استفاده میگردد. ویژگیهای پلیمرها مطابق استانداردهای ملی ایران و استانداردهای بینالمللی توسط سازندگان پلیمر که عمدتاً مجتمع پتروشیمی تبریز، اراک و جم میباشند، بسته به گرید مصرفی ارائه میگردند. در خصوص مواد اولیه وارداتی گواهی معتبر از مراجع تولیدکننده خارجی اخذ میگردد.
یکی از مهمترین ویژگیهای مواد اولیه، شاخص جريان مذاب پلیمر برای تعیین خصوصیات رفتاری پلیمر در فرایند تزریق پلاستیک، میباشد.
به عنوان نمونه، نرخ جريان مذاب مواد اوليه در ناحيه ترموپلاستيک پلیاتيلن در حدود 0.45 گرم بر ده دقيقه (دما 190 درجه سلسیوس با وزنه 2.16 Kg و زمان 360 ثانيه) میباشد.
معمولاً نرخ جريان مذاب محصول برای هر بچ توليد كه با روش استاندارد ملی ايران به شماره 6980 اندازهگيرسی میشود، نبايد بيش از 20 درصد نرخ جريان مذاب مواد اوليه باشد.
استوانههای انعطافی ترافیکی دارای مواد اولیه از جنس ایوا و یا پلیاورتال (نوعی پلاستیک) میباشند؛ این امر سبب میشود خاصیت ارتجاعی و انعطافی داشته باشند؛ بنابراین به هنگام برخورد وسایل نقلیه به این محصول در وحله اول به خودرو آسیب نمیرسد و در نهایت خود استوانه نیز دچار آسیب نمیشود و به حالت اولیه بر میگردد. ایمن ترافیک کالا، استوانههای ارتجاعی ترافیکی قابل استفاده در مدیریت مسیر ترافیک، پارکینگها، پیچهای خطرناک، سد معبر پیادهروها، تقاطع اتوبانها و همچنین جدا کردن مسیرها را معرفی مینماید.







دیدگاهتان را بنویسید